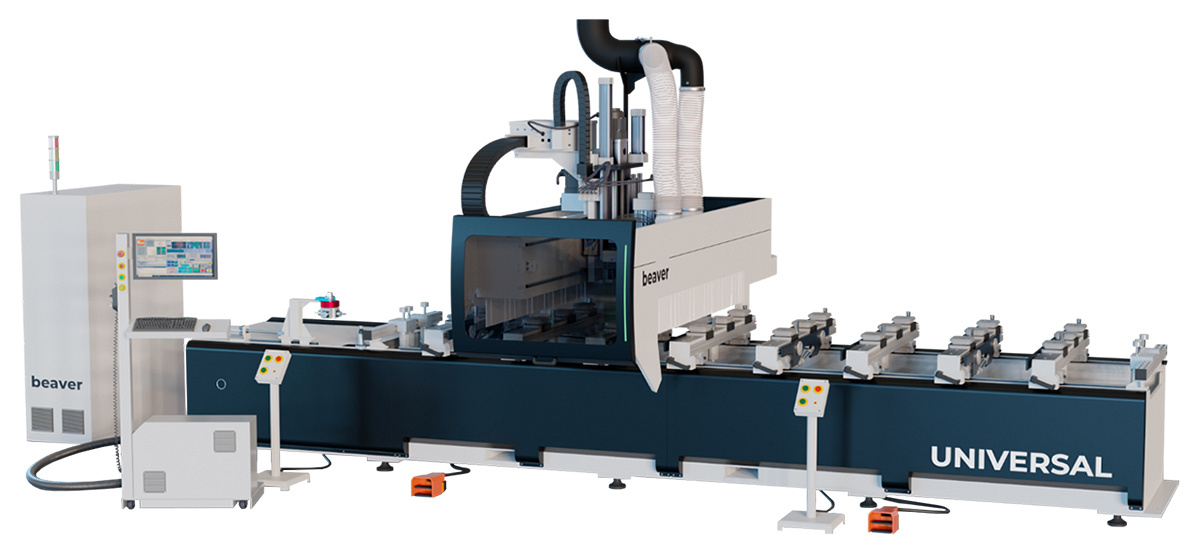
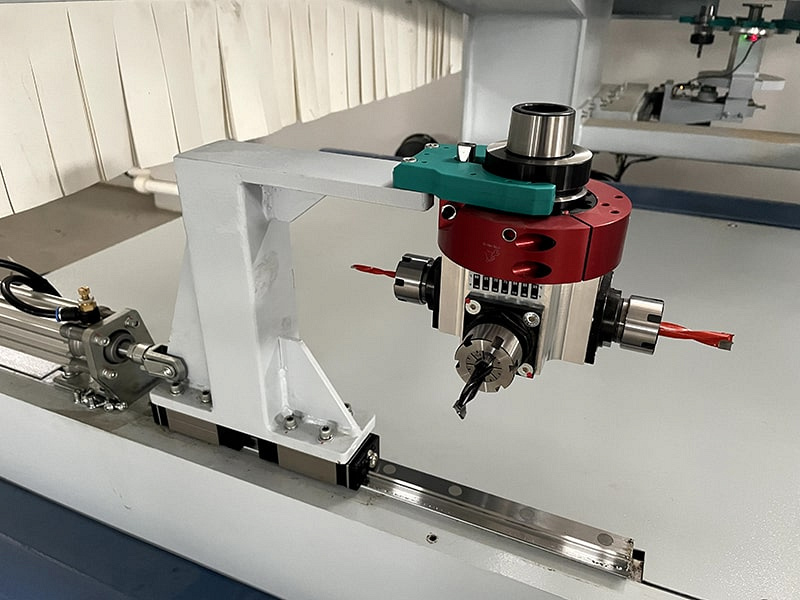
Универсальные обрабатывающие центры с ЧПУ Beaver UNIVERSAL-M
Код товара: ЧП 175211
















-
Общая мощность22 кВт
-
Частота вращения0 – 24 000 об/мин
-
Система управленияOSAI
Модель
UNIVERSAL-M
ЧП 175211
ЦЕНА
7 006 022 ₽
Размер зоны обработки, мм
3060 x 1260
Тип рабочего стола
Система перемещающихся траверс Schmalz
Тип передачи по осям X, Y
Шестерня-рейка (косозубая)
Тип передачи по оси Z
ШВП
Скорость рабочего хода, м/мин
0 - 40*
Тип электродвигателей
серводвигатели Yaskawa
Тип смены инструмента
автоматическая
Мощность, кВт
12
Частота вращения, об/мин
0 – 24 000
Тип охлаждения
воздушное (независимое)
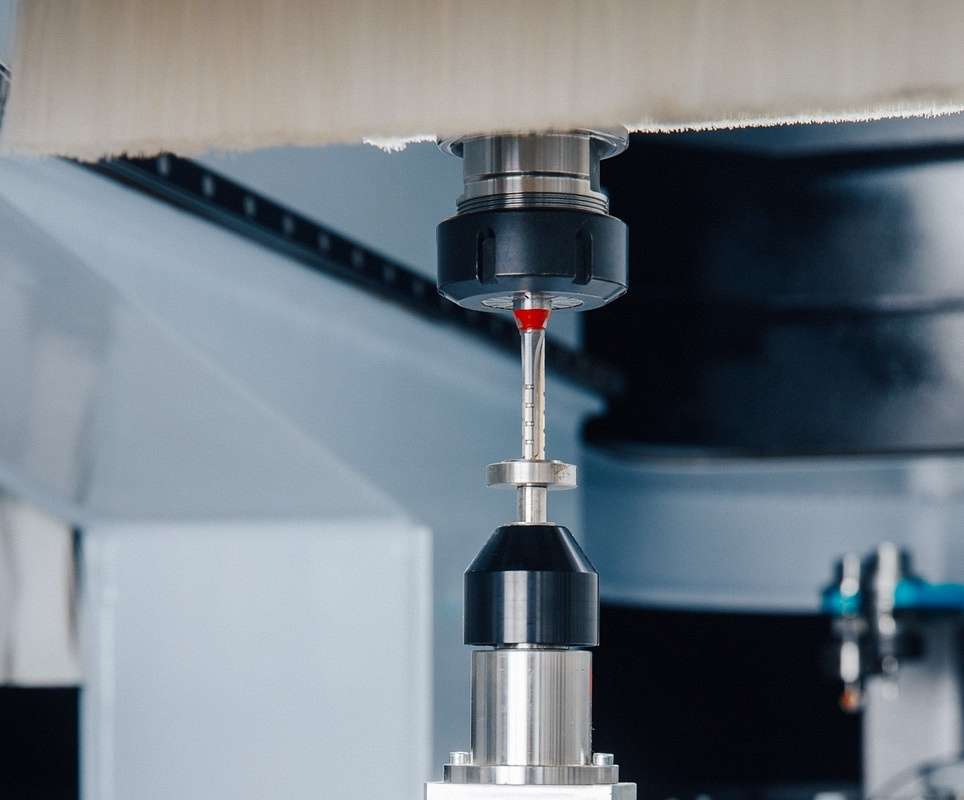
Инструментальный патрон
HSK 63F (Цанга ER40)
Общий ход по осям X / Y / Z, мм
3400 / 1640 / 250
Рабочий ход по осям X / Y / Z, мм
3060 / 1260 / 100
Частота вращения сверлильной группы, об/мин
4750
Количество сверлильных шпинделей. Вертикальные, шт.
5 + 4
Количество сверлильных шпинделей. Горизонтальные, вдоль оси X , шт.
2 + 2
Количество сверлильных шпинделей. Горизонтальные, вдоль оси Y , шт.
2 + 2
Количество сверлильных шпинделей. Пазовальная пила D внеш / D посад, мм
вдоль оси X 120 / 20
Количество траверс, шт.
6
Количество вакуумных подушек, шт.
18
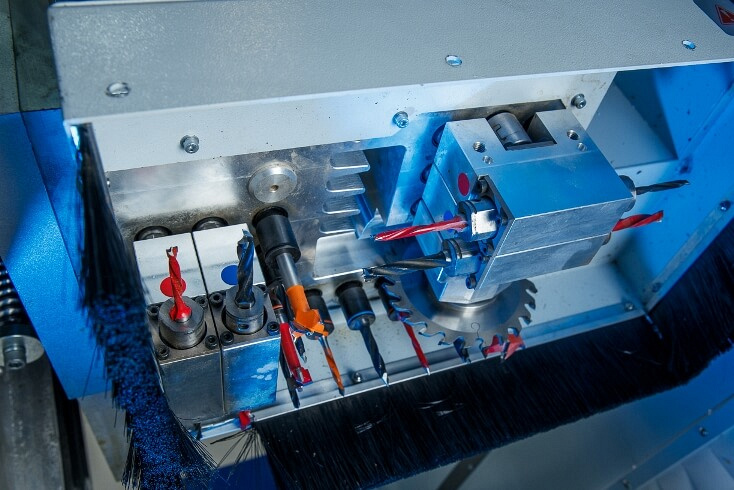
Количество мест в магазине, шт.
16
Тип датчика калибровки инструмента
автоматический
Общая мощность, кВт
22
Скорость холостого хода по осям X / Y / Z, м/мин
80 / 60 / 25
Мощность шпинделя вертикального, кВт
12
Система управления
OSAI
Тип инструментального магазина
тарельчатый на портале
Мощность вакуумного насоса, кВт
4
Производительность вакуумного насоса, м³/ч
160
Мощность мотора сверлильной группы, кВт
1,7
Напряжение, В
380
Частота тока, Гц
50
Длина, мм
5500
Ширина, мм
2350
Высота, мм
2500
Вес брутто, кг
4690
Рассчитайте свой платеж
Стоимость оборудования
Первоначальный взнос
Срок лизинга
Наше предложение
Ежемесячный платеж:
₽
Переплата:
₽ / за 60 мес
Хотите выгодное предложение?
Оставьте заявку и мы подберем удобный тариф
Стоимость предмета лизинга и приведенные расчеты через
калькулятор являются предварительными. Для точного определения процентной ставки по договору,
пожалуйста, обратитесь к менеджеру в вашем регионе.
Будьте первыми, кто оставит свой отзыв о
нашем товаре!